| ステップ |
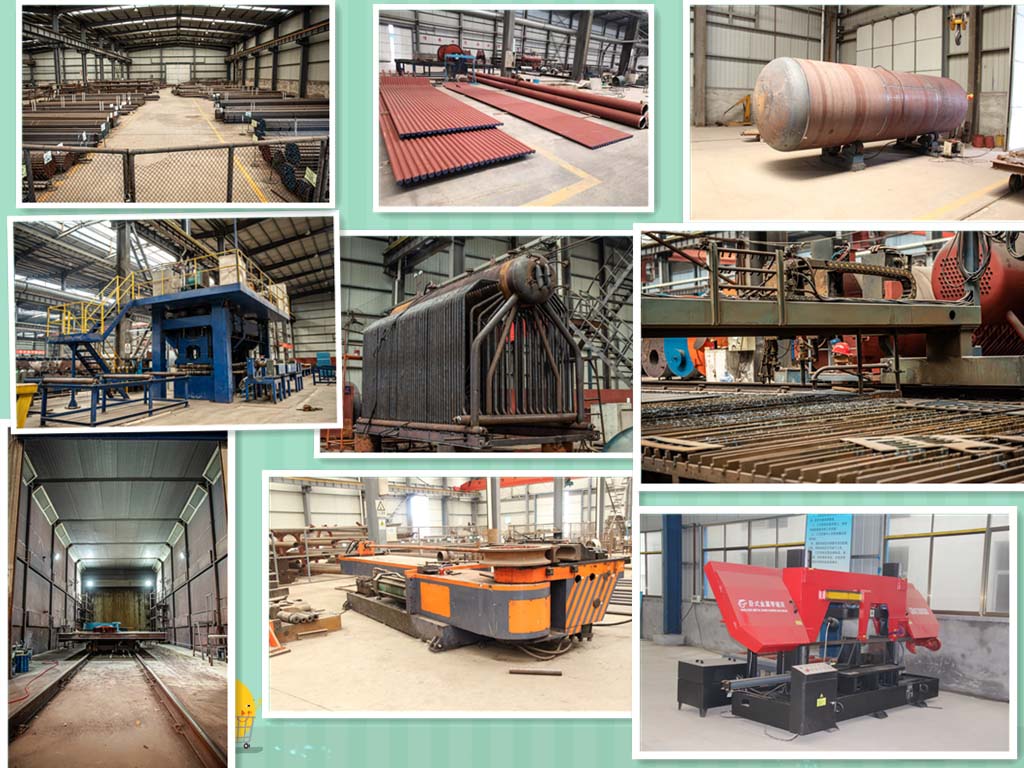
生産プロセス |
| 切断 |
輸入された自動CNCの打抜き機が必要に応じてサイズを切るのに使用されています。 |
| 熱抑制 |
シーリング用に一度形成されたチャンバー加熱スタンピングプロセス、自動温度制御および記録装置を採用 |
| エンドマシニング |
大型立旋盤加工端面 |
| コンテナ閉鎖 |
先駆的な先進のホットスピニング技術を採用し、加工手段と箱閉め成形技術が主導的地位を占めています。 |
| パイプエルボ |
油圧コアレス曲げプロセスにより、チューブの薄肉化の量が大幅に削減されます。 |
| 圧延 |
大型油圧CNC自動ローリングマシンのロールプレートにより、シリンダージョイントのミスアライメントとエッジ角度が減少し、作業効率と品質が向上します。 |
| 溶接 |
サブマージアーク自動溶接で、溶接部の外観は真っ直ぐで綺麗です。 |
| 非破壊検査 |
溶接や組み立て後のドラムなどのすべての圧力コンポーネントは、溶接の品質を保証するためにX線で非破壊検査する必要があります。 |
| 掘削 |
アセンブリはドリラーで掘削されます |
| 一緒に溶接 |
溶接部の外観は美しくなければなりません。 |
| 油圧検査 |
完成した製品は、設計圧力要件を満たすために油圧検査で検査する必要があります。 |
| 建物ボイラー |
フロントアーチは水冷アーチを採用し、フロントアーチの堅牢性を大幅に向上。同時に、前部アーチの高さが高くなるため、煙道ガスは前部アーチ内で完全に移動し、火格子セクションの放射が増加します。後部アーチはレンガで、カバレッジは調整可能です。燃焼燃料はより適応性があります。 |
| 塗料包装 |
認定されたコンポーネントの外観は塗装されています。ボイラーの外装部品は油圧プレスで成形されており、剛性が高い。塗料は焼きニスでできており、外観は明るく滑らかで上品です。 |